| |

|
Lohnschweißen von thermoplastischen Kunststoffteilen
|
|
| |
|
|
| |
|
|
| |
|
Elektromagnetisches-Widerstandsschweißen | EWS
|
| |
|
|
| |
|
|

|
|
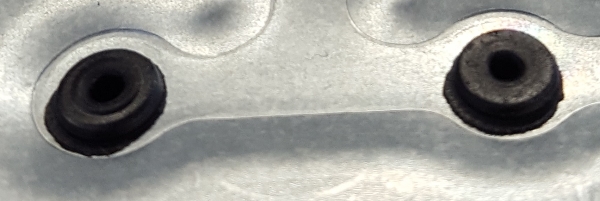
Das EWS (Elektromagnetisches Widerstandsschweißen) ist ein von KVT Bielefeld entwickeltes Fügeverfahren für Verbindungen aus Metall und
thermoplastischen Kunststoff. Dabei wird durch ein elektromagnetisches Feld der
Gewinde-
insert berührungslos erwärmt und die Kontaktfläche des Kunststoffes
plastifiziert. Beim gleichzeitig erfolgenden Fügeprozess wird das
aufgeschmolzene Material in
die Vertiefungen und Hinterschnitte gedrängt.
Die
Erwärmung metallischerElemente beliebiger Größe erfolgt innerhalb kürzester
Zeit. Nach dem Abschalten der Energie erfolgt das beschleunigte erkalten der
Schmelze, was eine Einbau Genauigkeit bis zu 0,05 mm ermöglicht.
|
|
| |
|
|
| |
|
|
| |
|
Heizelement-Schweißen | HES
|
| |
|
|
| |
|
|

|
Das HES (Heizelement Schweißverfahren) ist ein bewährtes
Verbindungsverfahren für alle thermoplastischen Kunststoff-Formteile. Im
Vergleich zu anderen Schweißverfahren werden beim heizelementschweißen die
Fügeflächen selektiv und Werkstoffkonform erwärmt. In Verbindung mit einem
präzisen Fügeablauf, ist es so das sicherste und zuverlässigste
Schweißverfahren für nahezu alle thermoplastischen Kunststoffe. Im Gegensatz zu
anderen Schweißverfahren können durch das Heizelementschweißen auch Werkstücke mit
räumlich geformter oder filigraner Fügezonengeometrie zuverlässig verbunden
werden. Den Abmessungen der zu verschweißen Teile sind dabei kaum Grenzen
gesetzt.
|
|
| |
|
|
| |
|
|
| |
|
Thermisches-Einbetten | TE
|
| |
|
|
| |
|
 |
 |
|
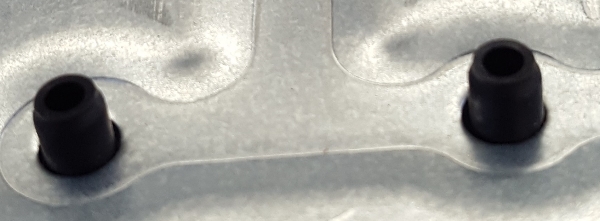
Beim TE (Thermisches-Einbetten) handelt es sich um ein
bewährtes Verbindungsverfahren zum Einbetten metallischer Gewindeeinsätze in
thermoplastische Formteile. Es handelt sich hier um einen einphasigen
Prozessablauf, bei dem Kontakt Wärme über den metallischen Einsatz auf die
Fügezone des Kunststoffes übertragen wird. Während des auf Schmelzens des
Kunststoffes im Bereich der Kontaktfläche erfolgt der Fügeprozess bei dem die
plastifizierte Masse in definierte Vertiefungen und Hinterschnitte verdrängt
wird, sodass eine formschlüssige Verbindung entsteht.
|
|
| |
|
|
| |
|
|
| |
|
Heiß-Gas-Schweißen | HGS
|
| |
|
|
| |
|
 |
|
Beim HGS (Heiß-Gas-Schweißverfahren) handelt es sich um eine von
KVT Bielefeld entwickelt und patentiertes
Schweißverfahren.
Geeignet ist dieses Verfahren, für Hochleistungskunststoffe
wie
PA, PBT, POM, PPO und PPS und andere als schwer schweißbar geltende
Kunststoffe. Das Verfahren wird vor allem dann eingesetzt, wenn es gilt, hochfeste
Schweißverbindungen zu realisieren, ohne dass durch den Schweißprozess
Kleinstpartikel (Verunreinigung) entstehen.
|
|
| |
|
|
| |
|
|
| |
|
Thermo-Niet-Verbindung | TNV
|
| |
|
|
| |
|
|
Die TNV (Thermo-Niet-Verbindung) ist ein Verfahren um Verschrauben oder Kleben zweier
Materialien, wie Kunststoff-Kunststoff oder Kunststoff-Metall Verbindung zu
vermeiden. Der sogenannte zwei-Phasige Prozess ermöglicht einen oder mehrere
Dome, durch erwärmen und kalt verstemmen dauerhaft zu verbinden.
|
|
| |
|
|
| |
|
|
| |
|
Rotations-Reib-Schweißen | RRS
|
| |
|
|
| |
|
 |
|
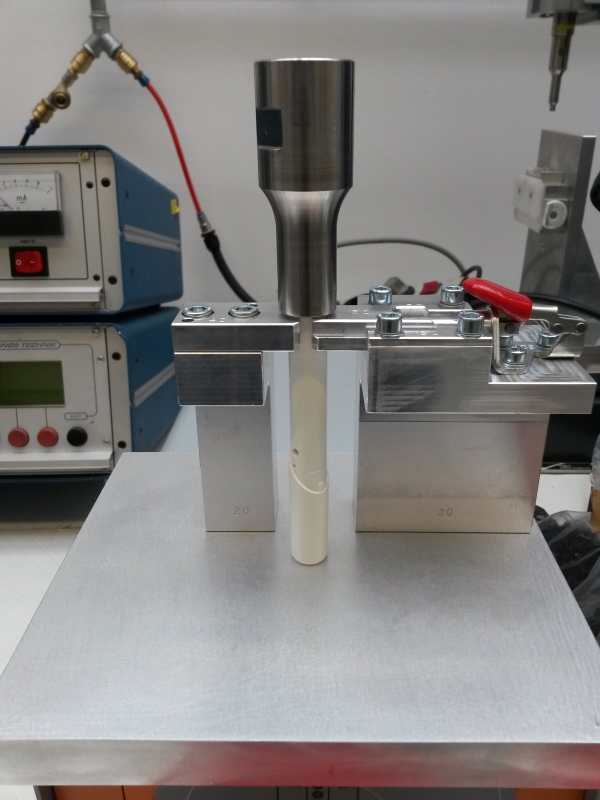
Das RRS (Rotationsreibschweißen) wird immer dann eingesetzt,
wenn die Fügenaht der zu verbindenden Teile rotationssymmetrisch ist. Bei
gleichzeitiger Fügekrafteinleitung wird eines der zu verschweißen Teile dabei
in einer Rotationsbewegung versetzt. Unter Einwirkung von Fügekraft und
Drehbewegung entsteht an den Grenzflächen der Fügeteile Reibungswärme. Mit
zunehmender Erwärmung der Grenzflächen erhöht sich der Reibungskoeffizient und
beschleunigt dadurch wiederum die Wärme Zunahme. Gegenüber anderen Schweißverfahren
wie Ultraschall oder Vibrationsschweißen, wird die Energie beim
Rotations-Reibschweißen kontinuierlich umgewandelt, sodass dieses Verfahren
unter allen konkurrierenden Reib-Schweißmethoden das schnellste ist. Besonders
für die Verschweißung teilkristalliner Werkstoffe (PA, POM usw.) werden spezielle
Rotationsschweißantriebe eingesetzt, deren Drehbewegung schlagartig gestoppt
werden kann und zudem eine exakte Positionierung ermöglichen. Unsere Maschinen
ermöglichen die Verarbeitung von Kunststoffteilen mit Durchmessern von 3 bis
150 mm.
|
|
| |
|
|
| |
|
|
| |
|
Ultraschall-Schweißen | USS
|
| |
|
|
| |
|
 |
|
|
Beim Ultraschall-Schweißverfahren USS werden die Formteile
an den Fügeflächen durch Einwirkung von Ultraschallenergie erwärmt und unter
Einwirkung von Druck verschweißt. Die Erwärmung des thermoplastischen
Kunststoffes ist im Fügebereich beruht auf der Molekularreibung infolge von
Druckwechselbeanspruchung, verursacht durch die eingebrachten mechanischen
Ultraschall-Schwingungen und durch die Grenzflächenreibung
der Fügeflächen. Die
Orte maximaler Druckwechselbeanspruchung sind von der Fügeteilgeometrie
abhängig und werden durch den Energierichtungsgeber bestimmt. Vorhanden sind
Ultraschall-Schweißmaschinen mit Leistungen von
300 bis 4000 Watt.
|
|
| |
|
|
| |